Máy cấp liệu hợp chất cắt lát tự động nhiều lớp trên nóc ô tô
Hiện nay, máy cấp hỗn hợp cắt tự động nhiều lớp trên nóc ô tô chủ yếu được sử dụng trong quy trình sản xuất các bộ phận nội thất ô tô, đòi hỏi phải có nhiều vật liệu tấm. ép và đặt trên khuôn ép để đúc. Cắt sợi thủy tinh và vải không dệt trực tuyến và xếp chồng lớp dưới sợi thủy tinh không dệt, tấm PU và lớp trên của sợi thủy tinh không dệt với nhau rồi gửi chúng đến khuôn nhấn. Sản xuất đồng bộ với quá trình đúc khuôn có tính tự động hóa cao, hiệu quả và năng suất sản xuất cao, hoàn toàn tự động kiểm soát kích thước lát cắt, chuyển đổi thuận tiện và nhanh chóng.
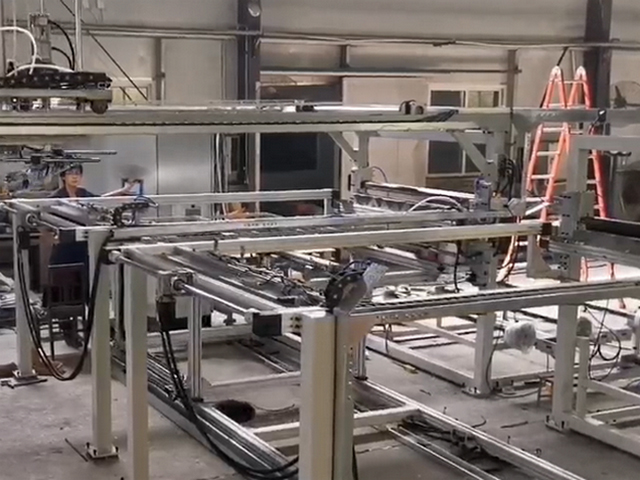
Cấu tạo của máy cấp liệu hỗn hợp cắt lát tự động nhiều lớp mái ô tô :
Trạm A: Cơ cấu cắt sợi thủy tinh không dệt phía dưới, bao gồm giá nạp, con lăn kẹp, dao cắt và cơ chế kéo.
Trạm B: Cơ cấu cắt sợi thủy tinh không dệt phía trên, bao gồm giá đựng nguyên liệu, con lăn kẹp, dao cắt và kéo cơ chế.
Cơ cấu vận chuyển: bao gồm xe di chuyển ngang và bệ xếp (có thể được vận chuyển vào bên trong máy ép).
Trạm C: Cơ cấu dịch chuyển tấm PU, di chuyển tấm PU đã cuộn từ dây chuyền rắc sang bệ xếp.
Các thông số chính của máy cấp liệu hỗn hợp cắt tự động nhiều lớp mái ô tô :
1. Kéo sợi thủy tinh A-B và nạp con lăn cao su thông qua động cơ servo cộng với cơ chế đai đồng bộ; cơ chế truyền chuyển động của trạm và bàn xếp sử dụng động cơ cộng với bộ biến tần cộng với cơ chế dây đai đồng bộ.
2. Xe đẩy nâng và di chuyển ngang của bảng PU được điều khiển bằng động cơ chuyển đổi tần số và chuyển động quay được điều khiển bằng động cơ servo.
3. Phạm vi kích thước sản phẩm: kích thước sản phẩm tối đa là 2500*1500mm và kích thước sản phẩm tối thiểu là 1200*860mm.
4. Cuộn vải không dệt được thiết kế theo đường kính cuộn 850mm, còn cuộn sợi thủy tinh được thiết kế theo đường kính cuộn 500mm. Thứ tự trạm A: vải không dệt - sợi thủy tinh - sợi thủy tinh - vải không dệt; thứ tự trạm B: sợi thủy tinh - sợi thủy tinh - vải không dệt - vải không dệt.
5. Độ lệch vị trí xếp chồng của ba bộ cơ cấu xếp chồng không vượt quá 10mm.
6. Nhịp hoạt động nhanh nhất của thiết bị: 34s.

yêu cầu kỹ năng:
Cơ chế cắt sợi thủy tinh không dệt:
1. Thiết lập 4 trạm tháo cuộn và quá trình tháo cuộn sử dụng cơ cấu tháo cuộn không dùng điện, được trang bị trục giãn nở không khí và bộ ly hợp bột từ tính. Trục không khí có thể thay đổi cuộn một cách nhanh chóng và chính xác, đồng thời bộ ly hợp bột từ tính có thể ngăn trống cuộn dừng đột ngột trong quá trình kéo và tiếp tục lăn về phía trước do quán tính. Mỗi trạm tháo cuộn có không gian điều chỉnh 50mm. Đường trượt của con lăn sợi thủy tinh được kéo dài và đủ để dành một không gian điều chỉnh khe hở. Chiều cao tháo gỡ là 720mm tính từ mặt đất.
2. Bộ phận kéo có chiều dài cố định được lắp đặt trên khung dao cắt của trạm A-B và đường kéo được lắp sang một bên. Nó sử dụng cấu hình nhôm và cơ chế đi bộ bằng dây đai đồng bộ. Chiều dài cắt có thể điều chỉnh từ 0mm đến 2500mm và tốc độ kéo có thể điều chỉnh từ 10mm/s đến 1000mm/s. Giá trị được hiển thị trên màn hình vận hành và việc cắt được thực hiện sau khi kéo xong.
3. Bộ phận cắt bao gồm một bộ con lăn cao su chịu áp lực và một con dao cắt vải tự động. Sợi thủy tinh và vải không dệt luôn được ép bằng con lăn cao su loại áp lực và có thể được truyền tải về phía trước bằng năng lượng. Tốc độ truyền tải giống như Tốc độ kéo được giữ đồng bộ và máy cắt tự động hoàn thành quá trình cắt khi nó vào đúng vị trí. Sau khi cắt tiếp tục kéo về phía trước về vị trí đặt và đặt xuống để hoàn thành việc xếp chồng tấm PU. Độ chính xác định vị là ± 5 mm.
4. Có 2 bộ cơ cấu cắt.
5. Đặt chức năng phát hiện thiếu nguyên liệu, thiết bị sẽ báo động sau khi thiếu nguyên liệu và quá trình kéo sợi thủy tinh sẽ không hoạt động. Sau khi tải, nhấn reset và quá trình kéo sợi thủy tinh sẽ tự động chạy.
6. Trình tự hành động: bảng PU di chuyển lên đầu trạm A và quay trước khi vào đúng vị trí. Vải không dệt và sợi thủy tinh được kéo, cắt và xả tại chỗ, còn vải không dệt và sợi thủy tinh ở trạm B được kéo tại chỗ và chờ (hiện tại chưa cắt). Việc xếp ván PU hoàn tất tại trạm A. Sau khi xe trung chuyển di chuyển đến trạm B, dao cắt tại trạm B bắt đầu cắt và kéo. Sau khi xe trung chuyển rời khỏi trạm A, cơ cấu kéo của trạm A sẽ kéo vải không dệt và sợi thủy tinh ra, chờ khi vào đúng vị trí.
những sản phẩm liên quan



Tin tức liên quan
gửi thành công
Chúng tôi sẽ liên hệ với bạn ngay khi có thể