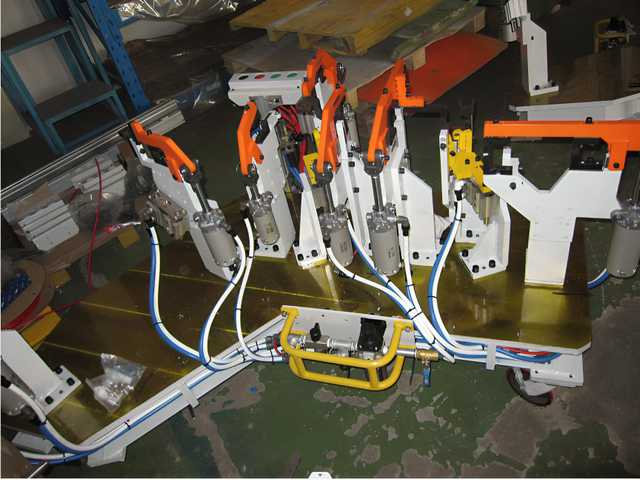


Máy hàn thân trắng tự động
Việc sử dụng thiết bị hàn trong quy trình hàn là quy trình sản xuất chính trong ngành sản xuất ô tô. Việc ứng dụng thiết bị hàn thân trắng tự động liên quan trực tiếp đến hiệu quả, độ chính xác và chất lượng của quá trình hàn. Ở nhiều nhà sản xuất ô tô ở Trung Quốc, đồ gá hàn thường sử dụng đồ gá đặc biệt, được trang bị cho một hoặc một số quy trình hàn cụ thể. Với xu hướng phát triển hiện nay là sản xuất hàng loạt nhỏ và cá nhân hóa sản xuất ô tô, loại dụng cụ này được sử dụng rộng rãi, chu kỳ thiết kế và sản xuất ngắn, giúp cải thiện trình độ quy trình hàn của ngành sản xuất ô tô nước tôi và rút ngắn chu kỳ phát triển của ngành sản xuất ô tô mới. các mô hình. Trong ngành sản xuất ô tô ở các nước tiên tiến trên thế giới, các thiết bị hàn được sử dụng rộng rãi đã được tiêu chuẩn hóa và tuần tự hóa, và chỉ có thể đưa ra lựa chọn hợp lý trong quá trình thiết kế. Kẹp hàn đã phát huy hết giá trị sử dụng của nó, ví dụ ứng dụng trong sản xuất ô tô, trong công việc thực tế, có thể sử dụng nhiều bệ làm việc hoặc nhiều mô-đun khác nhau để kết nối và kết hợp, mở rộng vùng làm việc phù hợp với nhiều điều kiện làm việc khác nhau, v.v. của nhiều mẫu xe khác nhau.
Hàn, lắp ráp chung và sơn trong thiết bị hàn phía hơi nước là công việc cốt lõi của sản xuất thân xe. Trong hàn, đồ gá hàn là yếu tố chính đảm bảo chất lượng mối hàn của thân xe và là một phần quan trọng của quá trình hàn. Nó có thể đảm bảo về hình dáng, kích thước và độ chính xác đáp ứng được yêu cầu kỹ thuật của bản vẽ sản phẩm. Có thể nói đồ gá hàn chính là vòng tròn “lõi” cấu thành nên dây chuyền sản xuất thân máy hàn. Đây là yếu tố quan trọng đảm bảo chất lượng hàn thân xe và ảnh hưởng đến độ chính xác chế tạo cũng như chu trình sản xuất của toàn bộ ô tô. Vì vậy, việc thiết kế đồ gá hàn thân xe màu trắng trong quy trình sản xuất ô tô là đặc biệt quan trọng.
1. Thành phần của thiết bị hàn thân màu trắng tự động.
Đồ gá hàn là phương tiện phụ trợ trong quá trình sản xuất sản phẩm. Đây là thuật ngữ chung để chỉ thiết bị xử lý được sử dụng để lắp ráp và hàn, bao gồm thiết bị dẫn hướng để dẫn hướng mỏ hàn hoặc phôi, giúp định vị và cố định phôi một cách nhanh chóng và chính xác ở vị trí mong muốn. Đồ gá hàn là thiết bị phụ trợ không thể thiếu trong quá trình hàn kết cấu kim loại và là một phần quan trọng của quá trình hàn. Nó chủ yếu duy trì và đảm bảo rằng hình dạng và kích thước của sản phẩm hàn đáp ứng các yêu cầu của bản vẽ sản phẩm trong quá trình hàn, tạo điều kiện thuận lợi cho hoạt động của thợ hàn và nâng cao hiệu quả công việc. vai trò. Định dạng giấy, nội dung. Các thành phần của thiết bị hàn chủ yếu bao gồm các bộ phận tự chế tạo, các bộ phận tiêu chuẩn và các bộ phận mua. Các bộ phận tự chế chủ yếu bao gồm khối đỡ, khối kẹp, tấm mẫu, v.v.; các bộ phận tiêu chuẩn chủ yếu bao gồm chốt, ghế góc, khối tham chiếu, miếng đệm điều chỉnh, v.v.; các bộ phận được mua chủ yếu bao gồm xi lanh và các ống bọc trục khác nhau, lõi nhất, Các bộ phận kết cấu phổ biến nhất bao gồm khối đỡ, khối kẹp, khuôn mẫu, ghế góc, gioăng điều chỉnh, v.v. Vì vậy, trước khi thiết kế đồ gá hàn, cần phải hiểu đầy đủ quy trình hàn thân xe và đặc điểm cấu trúc của thiết bị hàn, đồng thời thực hiện mô hình hóa rắn, gọi các bộ phận tiêu chuẩn và lựa chọn các bộ phận đã mua một cách hợp lý.

2. Yêu cầu thiết kế đối với thiết bị hàn thân xe màu trắng.
2.1 Yêu cầu cơ bản đối với thiết bị hàn thân.
(1) Đối với các bộ phận thân và cụm có thể hoán đổi cho nhau sau khi lắp ráp và hàn các bộ phận dập thì nên sử dụng các bộ phận thân phù hợp, đặc biệt là hình dạng và kích thước của các lỗ đáp ứng yêu cầu kỹ thuật.
(2) Việc lắp ráp, định vị và kẹp có thể được thực hiện nhanh chóng và chính xác. Các bộ phận được hàn phải dễ vận hành. Sau khi cơ cấu kẹp được giải phóng, mối hàn có thể dễ dàng tháo ra khỏi vật cố định, an toàn và đáng tin cậy.
(3) Khi thiết kế đồ gá, cần chú ý đến vấn đề dẫn điện và cách điện của một số bộ phận trên đồ gá để nâng cao chất lượng lắp ráp và hàn của thân máy.
(4) Do cấu trúc phức tạp của thân máy, việc thiết kế các bộ phận định vị và bộ phận kẹp phải xem xét đầy đủ công nghệ xử lý cũng như khái quát hóa và tiêu chuẩn hóa các bộ phận, để tạo điều kiện thuận lợi cho việc thay thế các bộ phận bị mòn và khôi phục độ chính xác của thiết kế ban đầu.
(5) Đồ gá lắp ráp và hàn của cụm thân máy tương đối phức tạp và nặng nề, thường phải điều chỉnh giá đỡ mẫu để điều chỉnh, hiệu chỉnh trong quá trình sản xuất và sử dụng.
2.2 Lựa chọn mốc định vị hàn.
Khi kẹp phôi, tham chiếu dùng để làm cho phôi chiếm đúng vị trí trong đồ gá được gọi là tham chiếu định vị. Việc lựa chọn chính xác tham chiếu định vị sẽ ảnh hưởng trực tiếp đến độ chính xác lắp ráp của phôi.
2.3 Phương pháp định vị và các bộ phận định vị.
Đối tượng chính của thiết bị hàn thân là bộ phận dập. Do hình dạng phức tạp và dễ biến dạng, hình dạng bề mặt cong, bệ được định hình trên bề mặt cong, các bước được hình thành bằng cách kéo và uốn phôi, và Định vị các cửa sổ được cắt tỉa và các cạnh bên ngoài, các lỗ lắp ráp và các lỗ gia công.
Do hình dạng phức tạp của các bộ phận dập, chúng tiếp xúc trực tiếp với các bộ phận định vị trong quá trình kẹp, điều này quyết định hình dạng đặc biệt của các bộ phận định vị. Các thành phần định vị thường được sử dụng như sau:
(1) Chốt định vị: Định vị bằng chốt định vị là phương pháp định vị được sử dụng phổ biến trong các thiết bị hàn thân trắng tự động . Dầm gia cố của tấm đáy cabin được làm dày hơn và có độ cứng tốt, có thể coi là một cụm cứng. Các lỗ treo trên tấm đế có thể được định vị bằng hai chốt hình trụ.
(2) Khối định vị: Cửa mở cabin và kính chắn gió phía trước và phía sau đều được định vị bằng khối định vị trên thân định vị. Khối định vị và thân máy được thiết kế riêng biệt, tránh quá trình định hình tổng thể, đồng thời giúp việc sản xuất và điều chỉnh các bộ phận định vị trở nên đơn giản và thuận tiện hơn nhiều.
(3) Khối hình bán nguyệt: Các phôi hình trụ thường được định vị bằng các khối hình chữ V, nhưng khi các bộ phận định vị trong đồ gá hàn cần phải dẫn điện đồng thời hoặc khi độ dày của thành ống phôi nhỏ hơn 0,5D ( D là đường kính của phôi), Để tránh kẹp và biến dạng phôi, các khối hình bán nguyệt thường được sử dụng để định vị. Đường kính lỗ nhỏ nhất của khối hình bán nguyệt phải là đường kính lớn nhất của trục chuẩn định vị phôi.
(4) Tấm định vị cong.

2.4 Thiết bị kẹp làm việc.
Khi thân máy được lắp ráp và hàn, phôi phải được kẹp với sự trợ giúp của máy kẹp để khắc phục biến dạng đàn hồi của phôi và ảnh hưởng của các ngoại lực khác, để đảm bảo rằng mặt phẳng tham chiếu định vị của phần dập của thân máy được gắn chặt vào khối không định vị. Trong quá trình hàn, thiết bị tác dụng ngoại lực lên phôi để giữ phôi ở vị trí xác định trước được gọi là kẹp. Có nhiều loại kẹp. Theo nguyên lý hoạt động có đòn bẩy, nêm, cặp vít, bánh xe lệch tâm, v.v.; Theo nguồn ngoại lực, có thủ công, khí nén, thủy lực, v.v. Thiết kế của các cơ cấu kẹp này tương tự như thiết bị cố định của máy công cụ thông thường. Các thiết kế tương tự nhau với những khác biệt nhỏ, có thể được sử dụng để tham khảo.
2.5 Đồ gá hàn lắp ráp thân máy.
Đồ gá hàn lắp ráp thân máy được chia thành định vị một lần và định vị nhiều lần theo phương pháp định vị của chúng. Đồ gá lắp ráp chung để lắp ráp và định vị một lần có nghĩa là công việc lắp ráp và hàn chính của cụm thân máy được hoàn thành trên một đồ gá lắp ráp chung. Các bộ phận, cụm lắp ráp và cụm lắp ráp phụ tạo nên thân máy được lắp đặt tuần tự trên đồ gá lắp ráp, định vị và kẹp, đồng thời không được tháo ra khỏi đồ gá cho đến khi hoàn thành công việc lắp ráp và hàn chính của cụm thân máy. Đặc điểm của đồ gá này là việc định vị và kẹp chỉ thực hiện một lần khi thân được lắp ráp và hàn, dễ dàng đảm bảo chất lượng của thân được lắp ráp và hàn. Tùy theo chương trình sản xuất thân xe, một hoặc nhiều thiết bị cố định giống nhau có thể được lắp đặt. Một thiết bị cố định duy nhất có thể sử dụng một tấm đáy cố định và nhiều thiết bị cố định có thể được bố trí trên dây chuyền sản xuất lắp ráp thân máy và hàn và di chuyển cùng với dây chuyền sản xuất. Loại vật cố định di chuyển theo dây chuyền sản xuất này được gọi là đi kèm. vật cố định. Việc sản xuất các thiết bị cố định đi kèm rất phức tạp và chi phí cao. Đối với các mạch điện, nước và không khí trên mỗi trạm hàn đều được thiết kế ổ cắm hoặc đầu nối nhanh.
những sản phẩm liên quan



Tin tức liên quan
gửi thành công
Chúng tôi sẽ liên hệ với bạn ngay khi có thể